-

东莞市秀一精密五金科技有限公司
主营:刀粒,刀具,*具

东莞市秀一精密五金科技有限公司
主营:刀粒,刀具,*具 9
9

钨钢铣刀在进行顺铣时,钨钢铣刀刀片从大切屑厚度处开始切削。此举可通过降低热量和减弱加工淬硬趋势来莲避免抛光效果。应用大切屑厚度非常有利,并且切削力更容易将工件推入钨钢铣刀,以使钨钢铣刀刀片进行切削作用。
钨钢铣刀种类
根据刀的形状分类:
1、可分为标准刀,一般直径有(1---20mm)。钨钢4刃、2刃铣刀、钨钢球刀、钨钢圆鼻铣刀。
2、非标准刀,直径不定,形状怪异,种类繁多,如钨钢小径平刀、深沟刀等。
根据刀的加工颗粒分类:
**微粒钨钢铣刀、较细微粒钨钢铣刀、较细**微粒钨钢铣刀;不同的微粒加工出来的铣刀硬度有所不同。
钨钢铣刀防止措施
1、合理选择铣刀刀片牌号:应采用韧性高、抗热裂纹敏感性小,且具有较好耐热性和耐磨性的刀片材料。例如:铣削钢时,可采用YS30、YS25等牌号刀片;铣削铸铁时可选用YD15等牌号刀片可防止铣刀磨损。
2、合理选用铣削用量:在一定加工条件下,存在一个不产生破损的安全工作区域,。选择在安全工作区内的Vc和ƒz,能保证铣刀正常工作,防止铣刀磨损。
3、合理选择工件与铣刀之间的相对位置:合理地选择面铣刀安装位置对减少面铣刀磨损起着重要作用。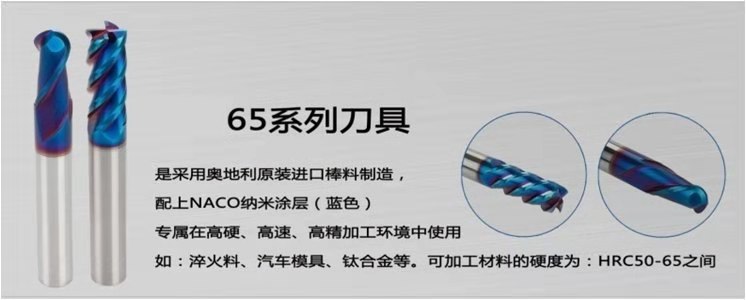
秀一进口钻头分类:55度系列进口涂层合金钻头,60度系列进口合金钻头,65度系列涂层合金钻头,70度系列进口涂层合金钻头。